
一文教你如何优雅地拆解动力电池成本
本文来自 微信公众号“EBSCN电新研究”。
投资要点
模型框架:
动力电池的成本是市场关注的重点。新能源汽车行业仍在拐点之前,传统燃油车与电动汽车的成本差是新能源汽车渗透率增长的重要因素。为了定量研究动力电池成本,我们将电池成本和性能结合起来,建立了一个自下而上的模型。利用该模型可以静态地计算材料成本、硬件成本以及各工序的生产制造成本,并且可以动态地区分材料价格变化、技术进步、工艺改进等因素导致的成本下降。
车辆及电池设计:
(1)车辆设计:从用户需求出发,设计单车带电量/续驶里程及Pack内电芯/模组的数量和组合方式。(2)材料层面:材料属性决定电池的电化学性能及物理参数。(3)电芯设计:核心是确定正负极材料涂层的厚度,进而设计电芯的外形尺寸。(4)模组及Pack设计:由电芯参数外推得出。
物料成本:
(1)物料用量:由电芯容量、活性材料克容量等参数计算出正/负极材料、电解液、隔膜、铜箔、铝箔及其他组件的理论用量,并根据良品率、材料利用率等进行调整。(2)物料价格:根据市场价格做出假设,包括主/辅材及硬件。(3)物料成本汇总:由物料用量和价格计算得出。
生产成本:
(1)工厂设计:对动力电池年产能、良品率、人员工资、设备折旧率、间接费用假设等做出假设。(2)生产工序:主要是各工序的设备投资额及人员配置。(3)直接人工/制造费用计算:根据设备折旧、人员工资费用及间接费用计算出结果。
成本汇总及验证:
将物料成本和生产成本汇总到一起,得到动力电池Pack的成本。根据计算结果,LFP/NCM622/NCM523Pack的成本分别为0.66/0.76/0.80元/Wh,宁德时代2018年动力电池综合成本约0.76元/Wh;动力电池Pack成本中,直接材料占比约84%-89%,直接人工占比约2.8%-3.8%,制造费用占比约8.6%-11.8%,基本符合现实。
投资建议
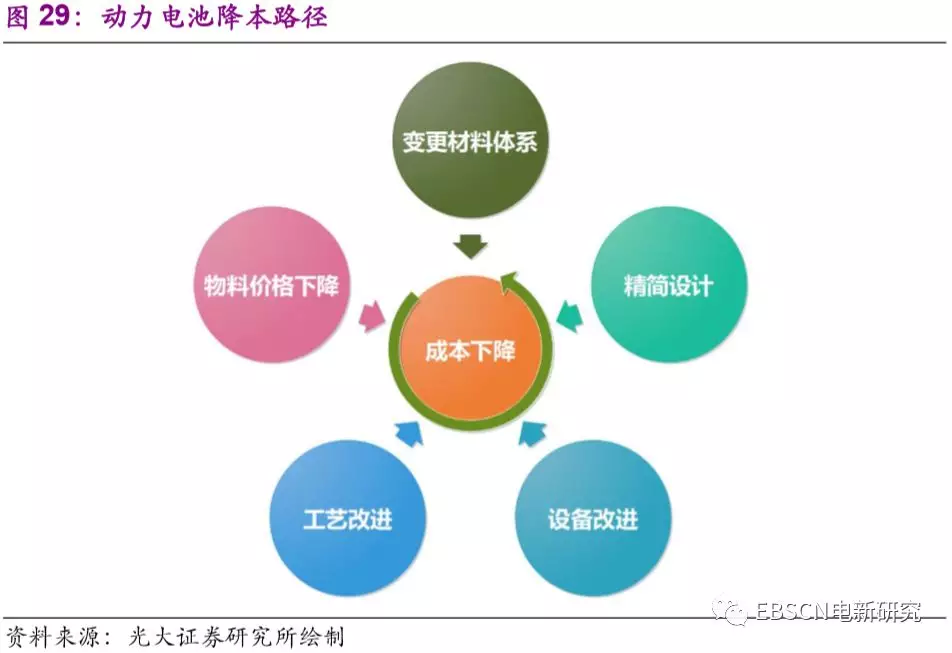
根据模型,降低动力电池成本的路径包括:更具性价比的材料体系;更精简的电池设计;更低的物料价格;工艺改进;设备改进。根据以上结论,建议关注:(1)宁德时代、比亚迪、国轩高科等优质电池企业;(2)当升科技、容百科技、璞泰来、贝特瑞、恩捷股份等材料龙头企业;(3)先导智能、赢合科技等设备企业。
风险分析
政策风险、技术路线变更风险、竞争加剧风险、原材料价格波动风险。
投资聚焦
研究背景
动力电池是新能源汽车的核心构成之一,直接决定车辆性能和成本,电池成本下降的幅度直接影响新能源汽车的推广应用。在本篇研报中,我们参考一些学术资料及产业人士的观点建立了成本模型,对动力电池成本的诸多问题展开系列研究。
创新之处
目前市场对动力电池成本的研究相对简单而且偏静态。我们系统性地建立了自下而上的成本模型,可以对直接材料、直接人工、制造费用三大项进行拆分,并且可以动态区分材料价格变化、技术进步、工艺改进导致的成本下降。在后续的系列报告中,我们将对不同材料体系的动力电池进行对比研究,并且对成本下降的可能路径进行分析。
投资观点
目前新能源汽车的销量渗透率不足5%,用户体验(充电、续航、智能网联)还有待改善,更重要的是,电动汽车与燃油汽车之间还存在较大的成本差。我们相信,随着动力电池成本的下降,新能源汽车有望迎来高速增长的拐点。
根据成本模型,我们对动力电池的降本路径进行了初步分析,结论如下:
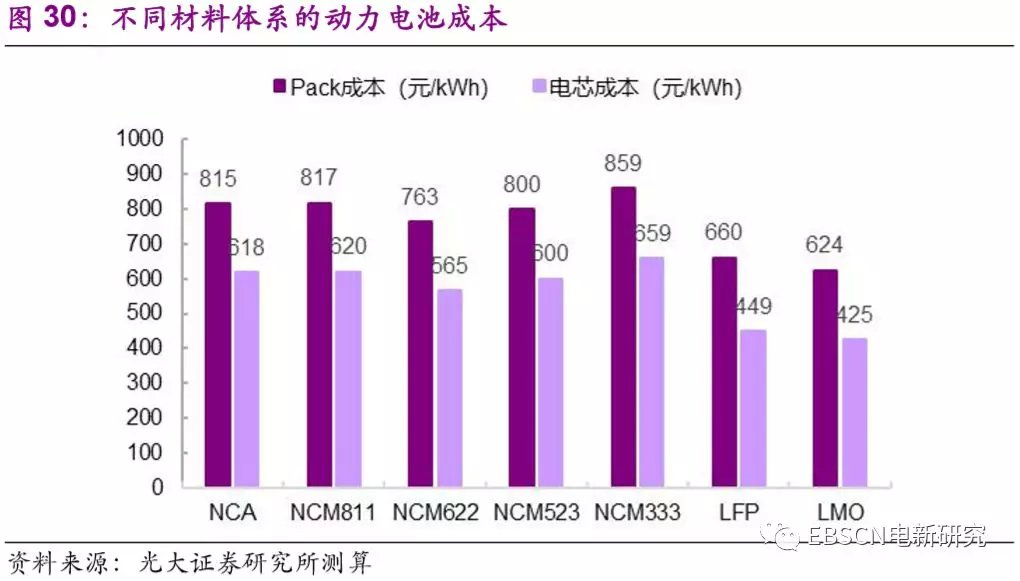
(1)不同的材料体系对应不同的电池成本,例如LFP/LMO电池Pack的成本比NCM523低18%/22%,电芯成本低了25%/29%;
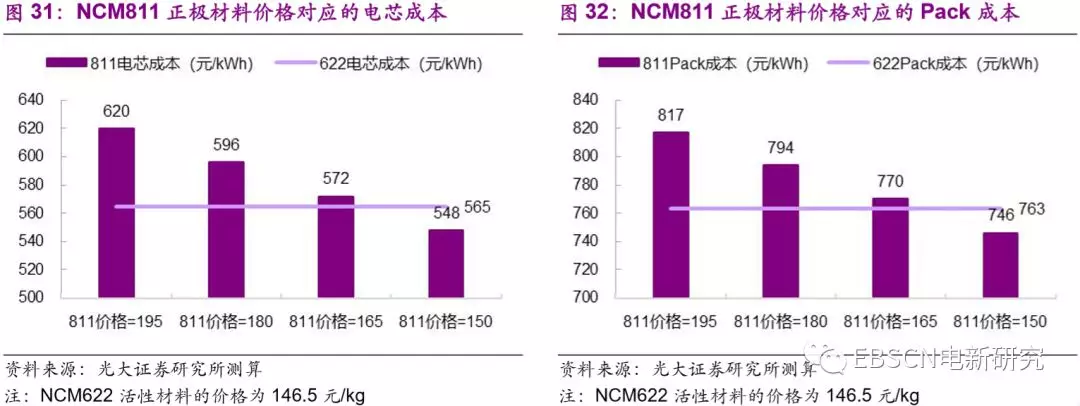
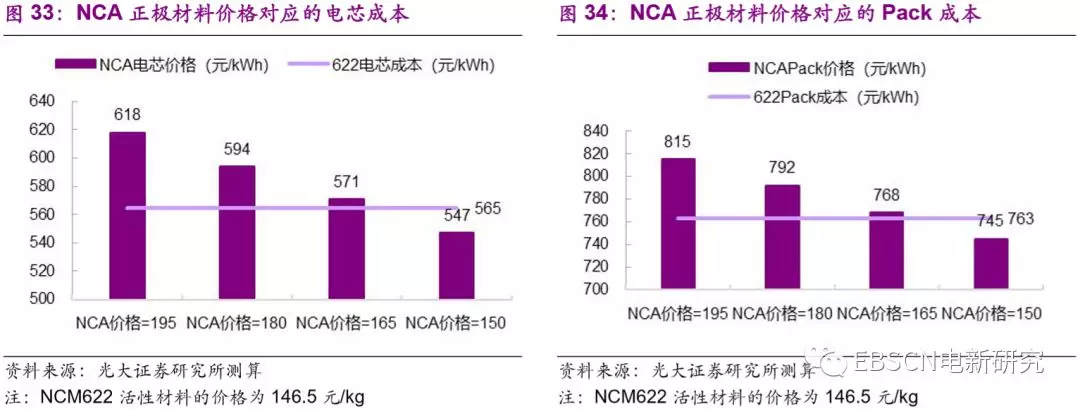
(2)物料价格下降可以降低成本,如果将NCA、NCM811正极活性材料的价格由195元/kg调整至150元/kg(下降23%),那么NCM811电芯的成本将由620元/kWh下降至548元/kWh(下降12%);
(3)更精简的电池设计有助于降低成本,参考CATL提出的CTP技术,假设模组硬件物料成本降低80%,减掉相应的模组组装设备和人员,那么Pack成本下降约10%-15%;
(4)工艺改进也是动力电池降本的方式之一,在模型中,我们假设电芯良品率为95%,如果良品率提升至98%,那么成本下降约1.5%-2%。
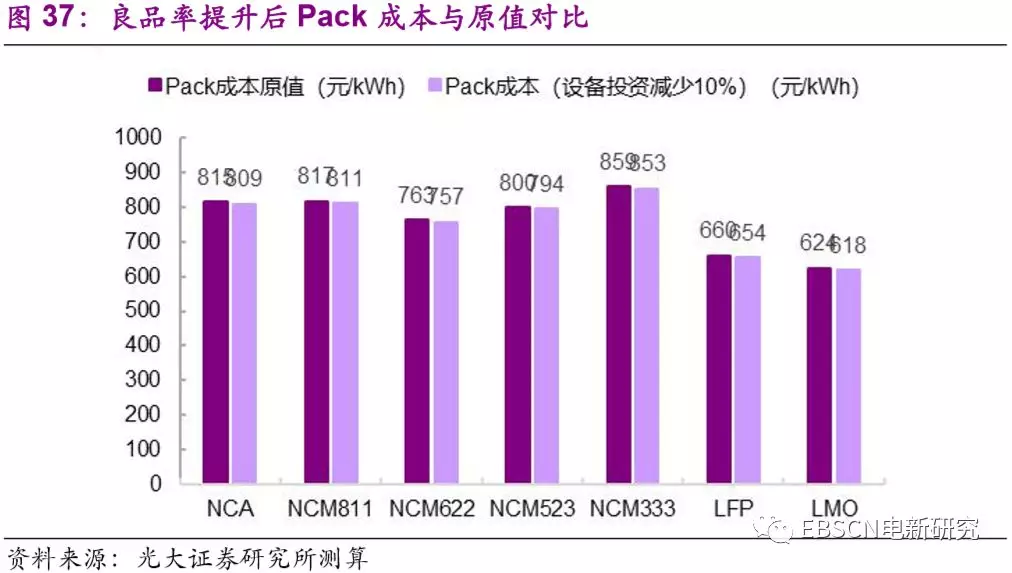
(5)设备改进也能使得电池成本下降,在模型中,我们假设单Gwh设备投资额为3亿元,如果降低10%至2.7亿元,则动力电池Pack成本降低不到1%。
综上所述,动力电池成本的下降主要依赖:(1)更具性价比的材料体系;(2)更精简的电池设计;(3)更低的物料价格;(4)工艺改进;(5)设备改进。建议关注:(1)宁德时代、比亚迪、国轩高科等优质电池企业;(2)当升科技、容百科技、璞泰来、贝特瑞、恩捷股份等材料龙头企业;(3)先导智能、赢合科技等设备企业。
1、模型框架:自下而上建立动态成本模型
动力电池的成本一直是市场关注的重点。动力电池成本定量研究的意义在于:(1)动力电池价格下降使得电动车的成本降低,从而推动新能源汽车的广泛使用,研究动力电池成本下降空间有助于跟踪电动车销量拐点;(2)动力电池成本下降节奏直接影响电池厂商盈利状况;(3)作为动力电池的上游,电池材料厂商的量价趋势也与电池成本相关。
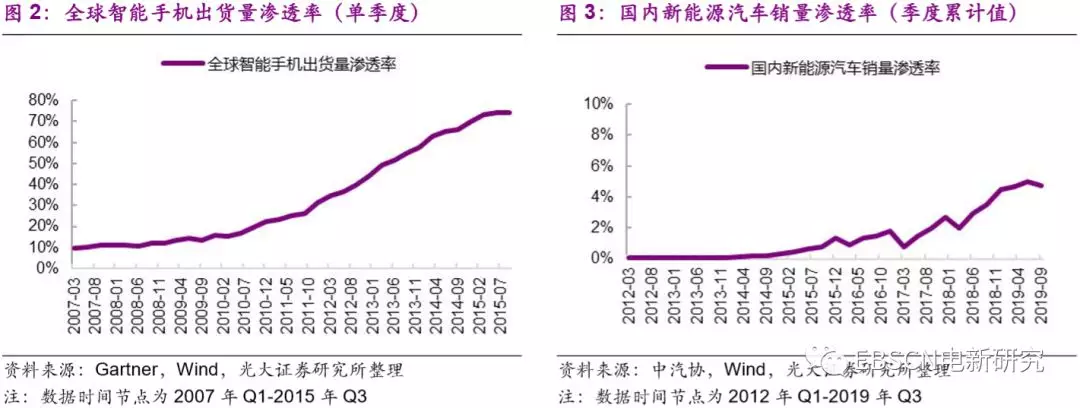
根据Gartner的数据,全球智能手机渗透率自2009年起迅速提升,2009-2015每年平均提升9pcts,2007-2008年均仅提升约1pct。智能手机的高增长依赖技术进步、移动网络速度提升、用户体验改善等因素,拐点之后的手机产业链为投资者带来了巨大收益。
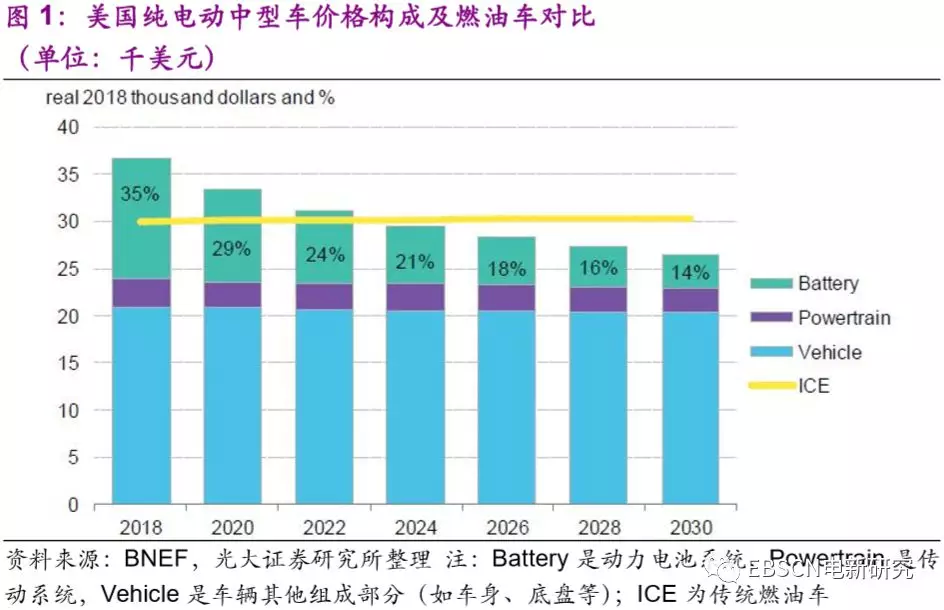
参考智能手机行业,几个关键要素取得突破后,行业进入高增长阶段。新能源汽车行业目前仍在拐点之前,市场驱动下的高速增长主要依赖成本下降、用户体验改善(充电、续航、智能网联)等,由于汽车消费占收入比重较高,消费者对价格的敏感性更高,传统燃油车与电动汽车的成本差是新能源汽车渗透率增长的重要因素。根据BNEF的数据,2018年美国纯电动中型车动力电池系统的成本占整车税前售价的35%,随着动力电池价格的下降,整车售价有望在2023年左右与传统燃油车持平。
近年来动力电池价格不断下调,以龙头公司宁德时代为例,2015年其动力电池系统价格为2.27元/Wh,2018年降至1.16元/Wh,年均复合下降约20%;同时,动力电池业务的毛利率也不断下降,2015年部分厂商的毛利率在40%以上,到2018年已降至约30%。

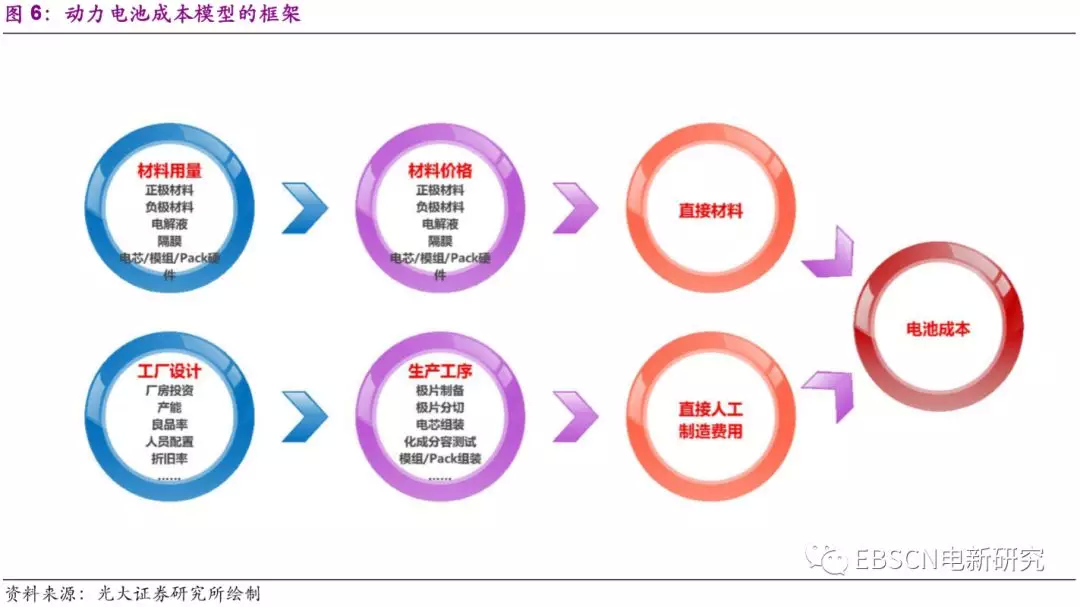
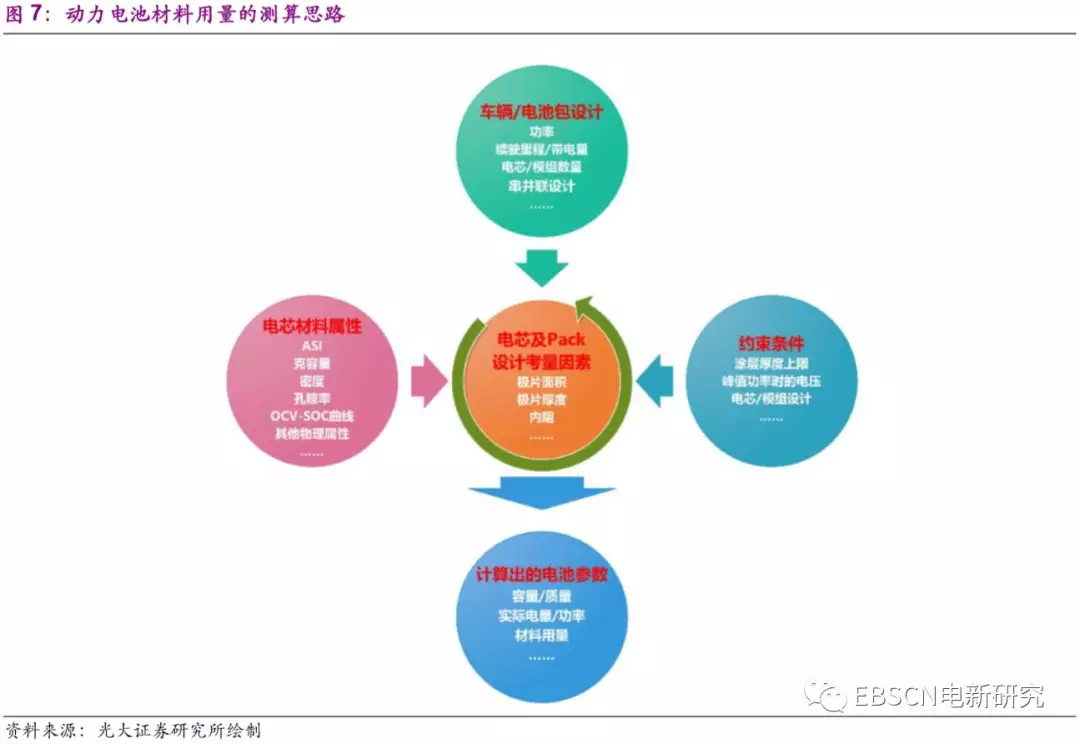
为了定量研究动力电池成本,我们参考ANL等机构的研究成果,将电池成本和性能结合起来,建立了一个自下而上的模型。在该模型中,可以设定具体的参数(如功率、容量等),以此来静态地计算材料成本、硬件成本以及各工序的生产制造成本,并且可以动态地区分材料价格变化、技术进步、工艺改进以及规模效应导致的成本下降。成本模型的框架主要是两大部分:
一、 直接材料的测算
1. 车辆/Pack设计:主要因素包括车辆续驶里程/带电量、功率、Pack设计(电芯数量、串并联方式等)
2. 电芯材料属性:主要是一些电化学性能及物理参数,比如正负极材料的克容量、密度、孔隙率以及ASI、OCV-SOC曲线等
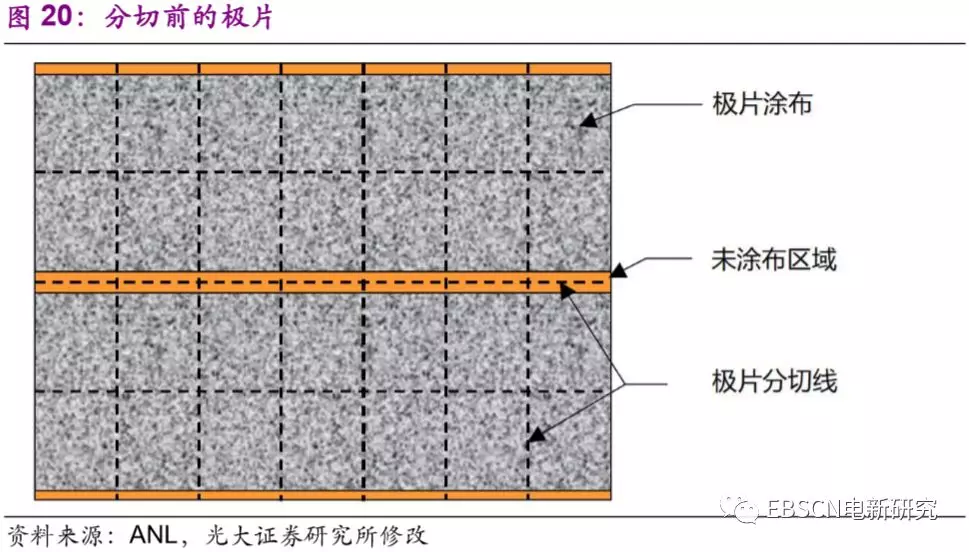
3. 约束条件:包括极片涂层厚度、电池组件及外形设计等
4. 计算电池参数:结合以上物理和化学参数,可以计算出电池的材料用量、质量等
5. 直接材料成本计算:结合材料用量(考虑良品率、材料利用率等)和材料价格,可以计算出直接材料成本
二、 直接人工/制造费用的测算
6. 工厂设计:包括产能、良品率以及人员工资、设备折旧率、间接费用假设等
7. 生产工序:主要是各工序的设备投资额及人员配置
8. 直接人工/制造费用计算:结合以上两点可以计算出结果
2、车辆及电池设计
2.1、材料层面:电池的电化学属性
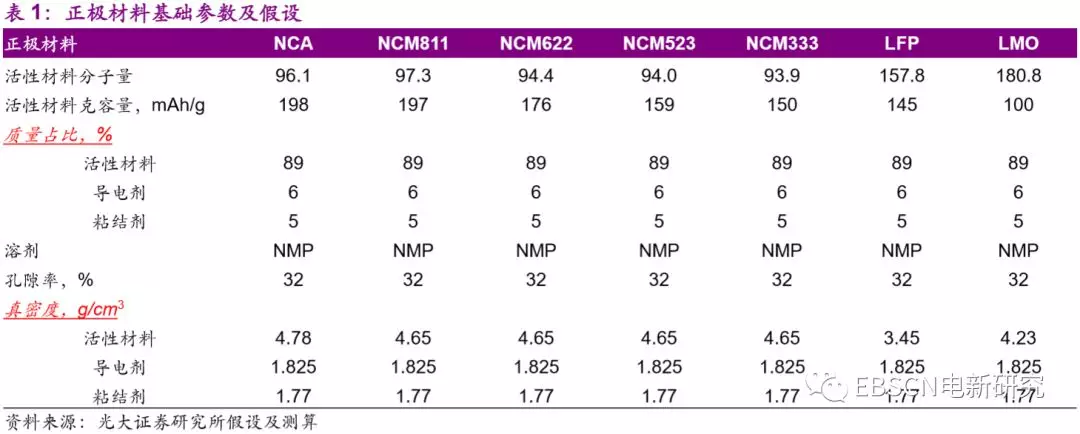
目前常见的电池体系包括NCA、NCM(811/622/523/333)、LFP、LMO等,下表列出了正极材料的基本参数和假设:(1)根据分子式可以计算出对应正极活性材料的分子量;(2)参考各大正极材料企业的材料参数,列出活性材料的克容量,同时列出真密度;(3)假设活性材料/导电剂/粘结剂的质量比例为89:6:5,溶剂通常采用NMP,假设孔隙率为32%。
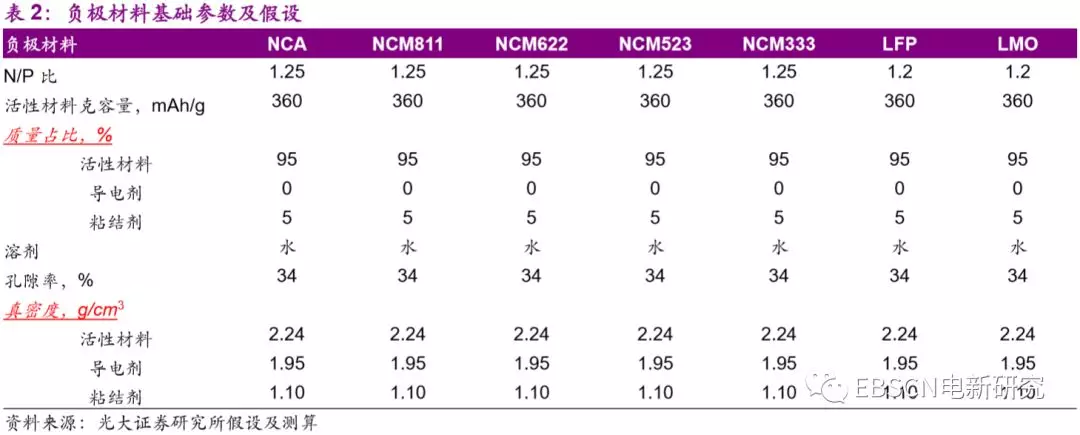
负极材料采用石墨体系,下表是负极材料的基本参数和假设:(1)N/P比,是指单位面积的负极容量和正极容量的比值,通常N/P比在1-1.5之间,越接近1,电池容量会越大,但充电时发生负极析锂的概率也越高,我们假设三元体系的N/P比为1.25,LFP、LMO为1.2;(2)石墨的克容量为360mAh/g,同时列出真密度;(3)假设负极活性材料/粘结剂的质量比例为95:5,溶剂为水,孔隙率34%。
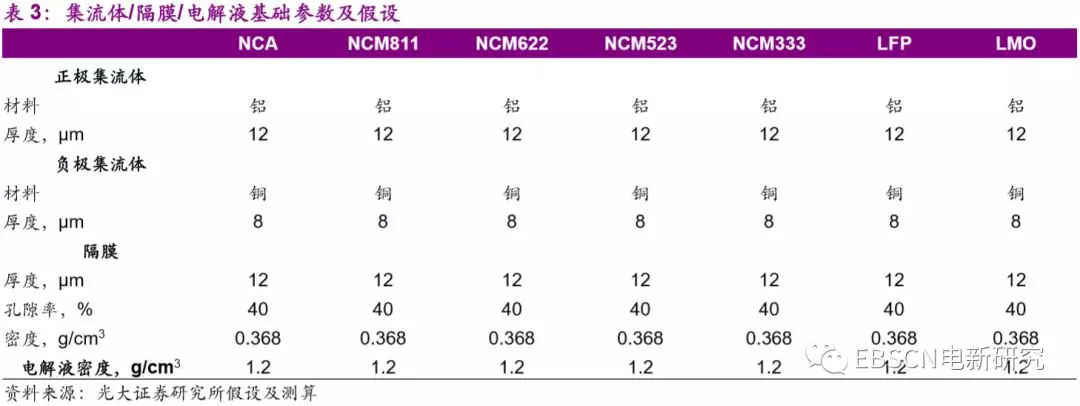
(1)假设正极集流体铝箔厚度为12μm,负极集流体铜箔厚度为8μm;(2)隔膜厚度为12μm,孔隙率40%,则可以计算出隔膜密度为0.368g/cm3;(3)电解液密度为1.2g/cm3。
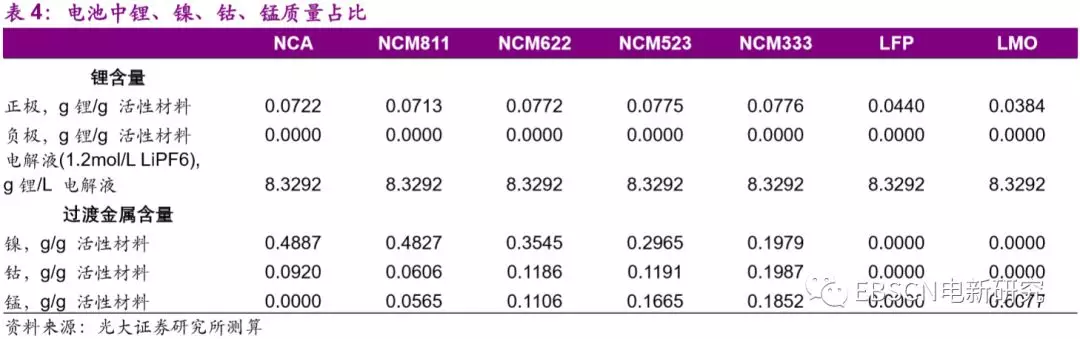
根据分子式及分子量,可以计算出锂电池中重要金属元素的质量占比,如下表所示,正极材料和电解液是锂的来源;三元材料体系中,NCA/NCM811中的钴含量大幅低于其他材料,NCM622和NCM523的钴含量几乎相同。
SOC(state of charge,荷电状态)是指当前状态下实际所能提供的电量与完全充满电所能提供的电量的比值,比如50%SOC可以理解为当前电池电量还剩下50%;OCV(open circuit voltage,开路电压)是指电池在开路状态下的端电压。在一定的温度下,SOC与OCV呈现一一对应的关系。下表是几款锂电池的OCV-SOC曲线。

2.2、车辆设计:电动车性能决定Pack设计
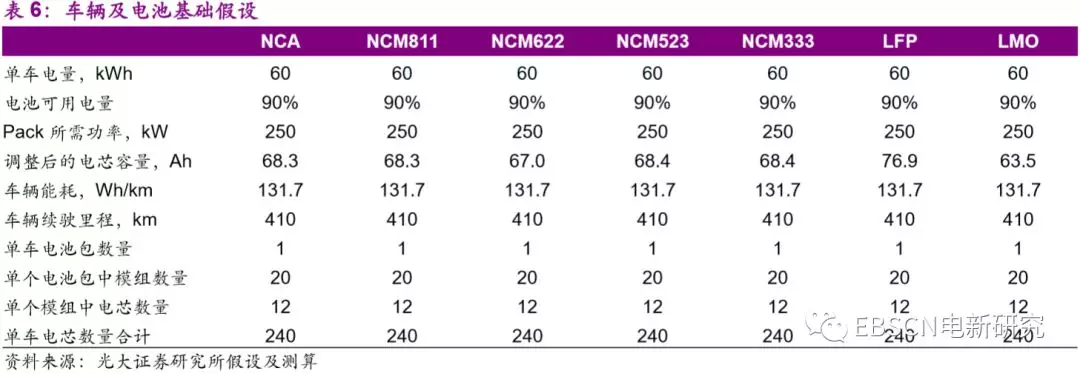
动力电池的单车电量、电芯容量等基础参数由车辆需求决定。假设:(1)纯电动车乘用车的单车带电量为60kWh,单车1个电池包,采用液冷热管理方案,电池包由20个模组串联,单个模组再由12个电芯串联,可计算出电芯容量;(2)为防止电池过放设置电池可用容量为90%,车辆能耗为约131.7Wh/公里,则车辆实际续驶里程约410公里。
2.3、电芯设计:性能决定尺寸参数
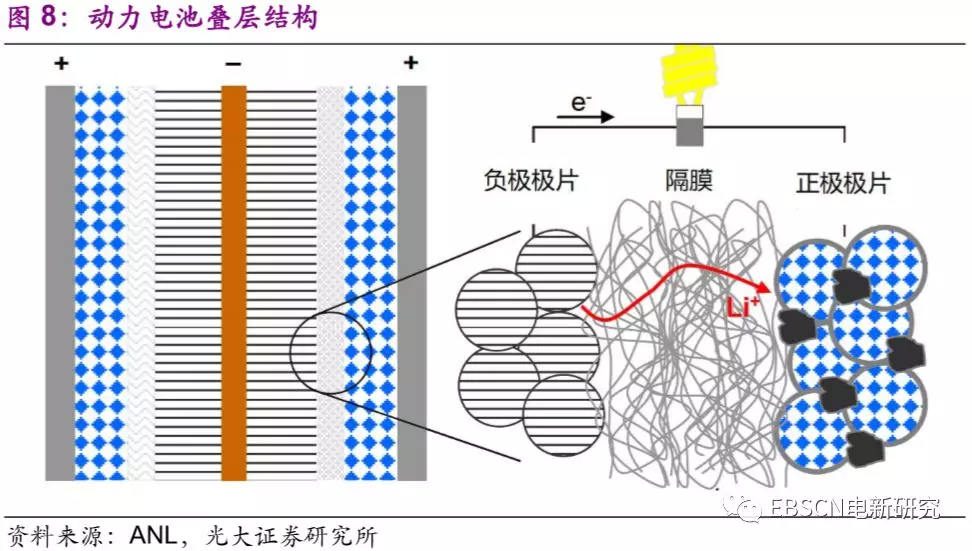
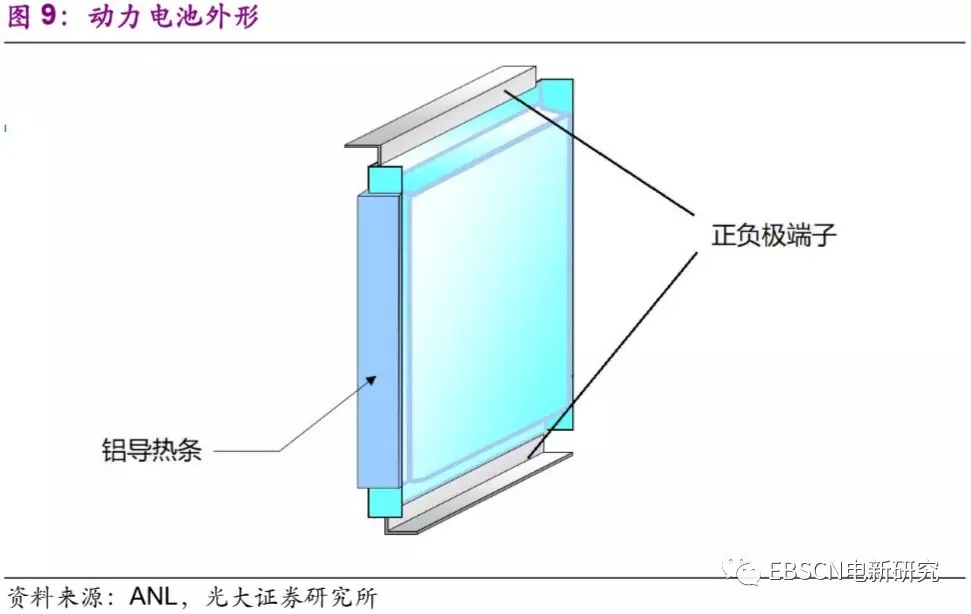
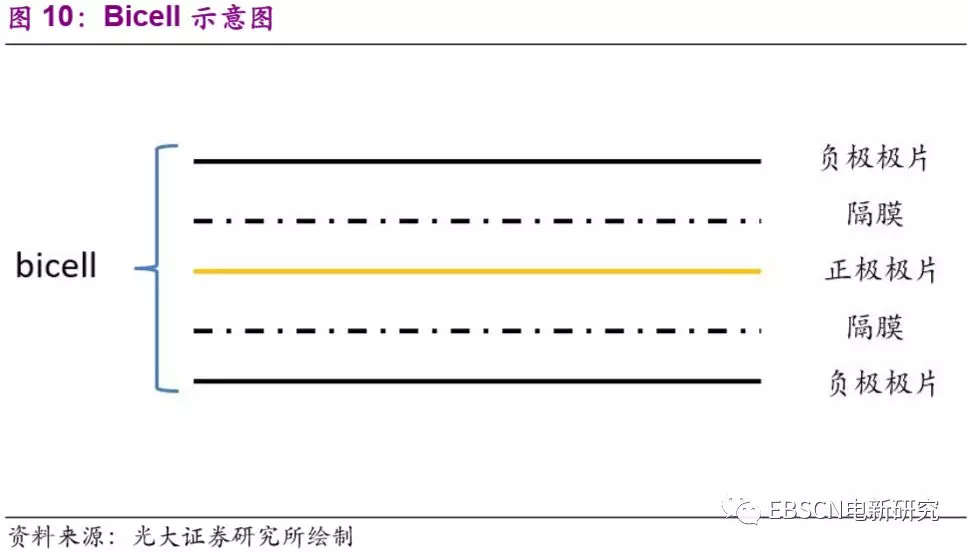
为了便于计算,我们以方形叠片电池为例。假设:(1)端子和电池的宽度一样,正极端子在电池的一端,负极端子在另一端;(2)集流体双面涂覆,正负极材料由活性物质、导电剂和粘结剂组成;(3)采用液冷热管理方式(乙二醇水溶液)。
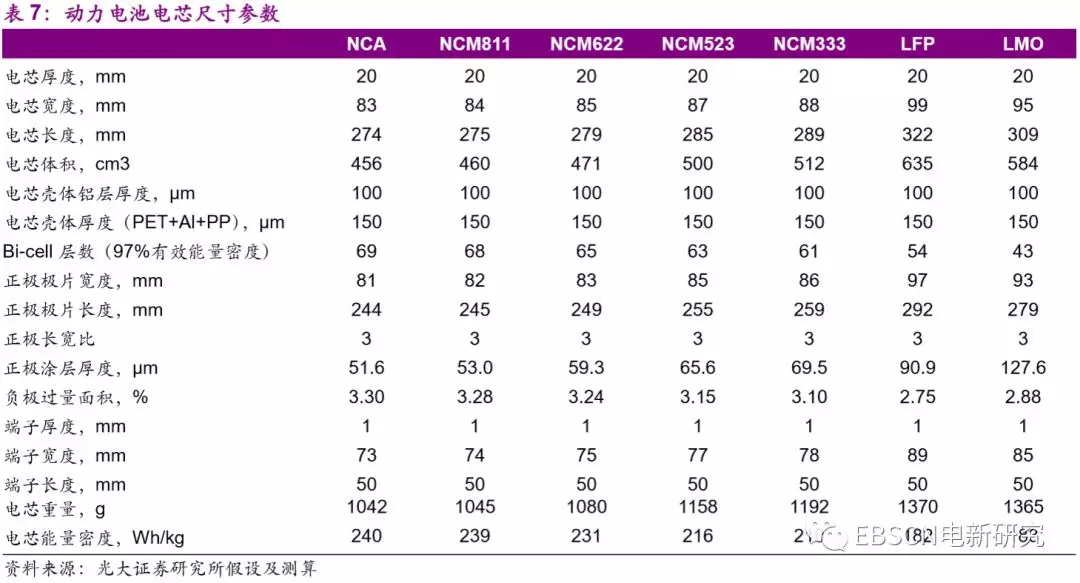
对于电芯尺寸,最核心的是确定正负极材料涂层的厚度。涂层厚度越厚,电池的空间利用率越高,但离子迁移的路径也就越长,导致内阻增加;而且从工艺角度来看,涂层越厚,脱粉的几率也会增加。因此,考虑化学性能和工艺,选择合适的涂层厚度都是非常重要的。在模型中,考虑离子迁移速率、充电极限、放电功率等因素后,可以计算出合适的涂层厚度(三元正极涂层厚度约50-70μm)。
确定涂层厚度之后,根据电芯的厚度(假设20mm,宁德时代42Ah电芯厚度23mm),可以计算出Bicell的层数。通过电芯容量、材料克容量、材料密度可以计算出极片有效面积,进而确定极片的宽度和长度,最终确定电芯的长度和宽度。
Pack总电量60kWh,由240个电芯组成,则单电芯的电量为250Wh,根据电芯重量可计算出电芯能量密度,从表7可以看出,LFP、LMO电池能量密度显著低于三元体系,三元体系电池的镍含量越高能量密度越高。
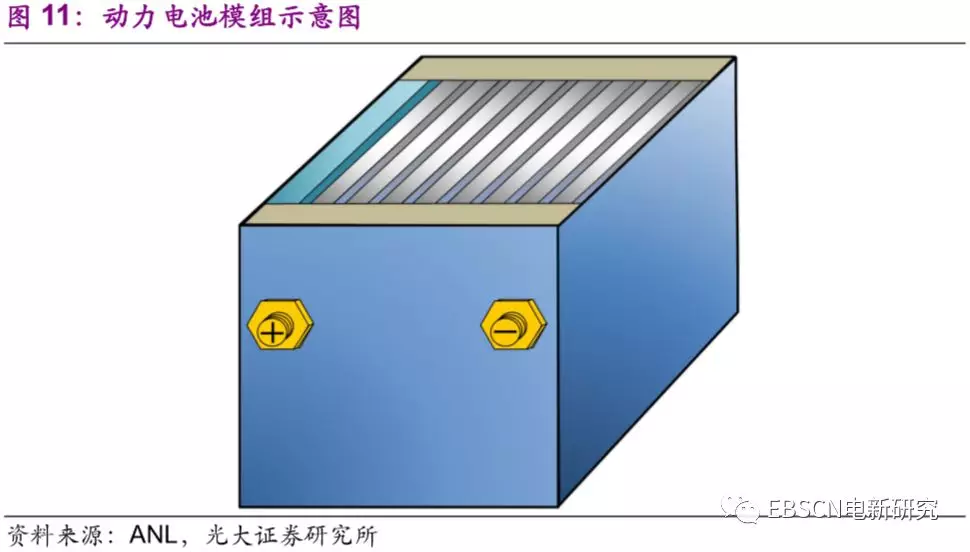
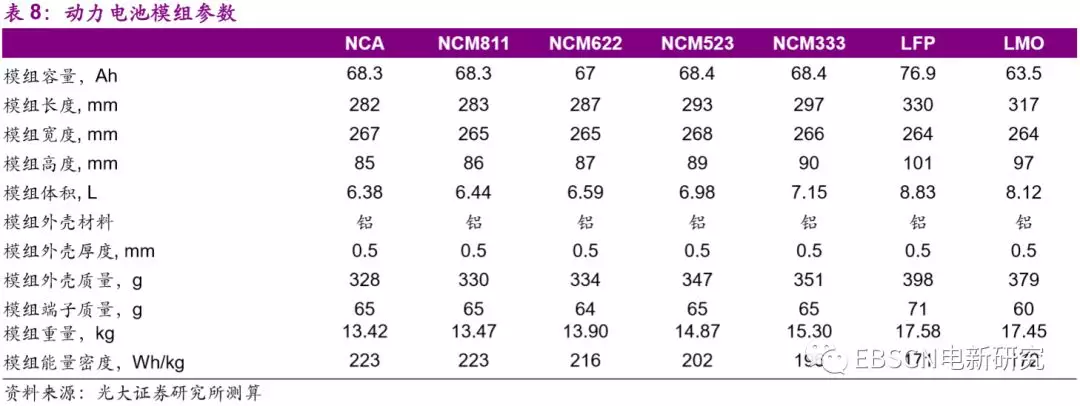
2.4、模组及Pack设计:由电芯参数推导得出
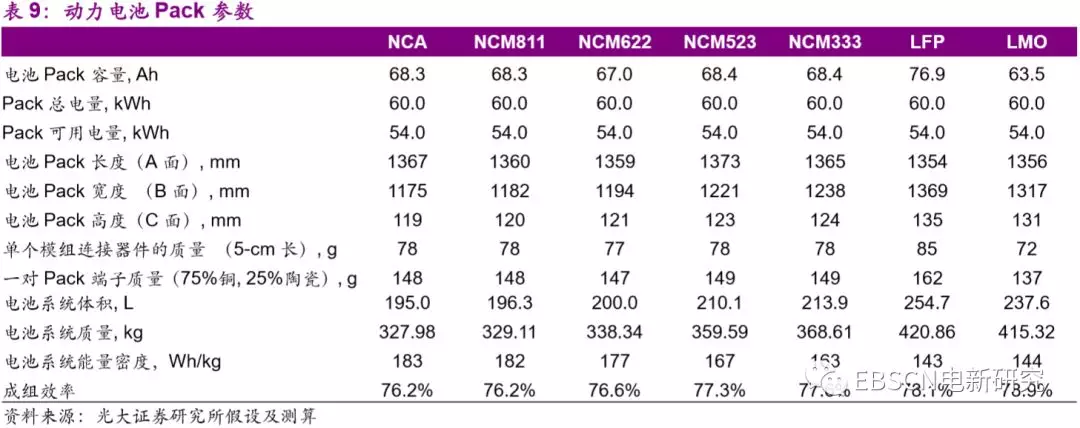
因为模组由12个电芯串联组成,所以模组容量和电芯容量相等;模组的尺寸由电芯尺寸决定;假设其外壳为铝制,厚度为0.5mm。Pack可用电量为90%,有效电量为54kWh;Pack长度约1.3m,宽度约1.2m,厚度约0.12m;Pack由电芯/模组、冷却液、外壳及其他硬件、BMS及连接器件等组成,三元体系Pack总重量320-370kg,LFP及LMO体系Pack总重量高于400kg;电池系统能量密度也基本符合现实情况,成组效率75%-80%之间。
3、物料成本
3.1、物料用量:主/辅材+结构件
电芯主要由正极材料、负极材料、隔膜、电解液、铜箔、铝箔、壳体及正负极端子等组成。
正极材料主要由活性材料、导电剂和粘合剂组成,其中活性材料的质量=电芯容量/活性材料克容量,这两个参数已经在第二章中给出。活性材料/导电剂/粘合剂质量配比为89/6/5,可以计算出单电芯中正极材料的总质量,进而计算出导电剂、粘合剂的质量。

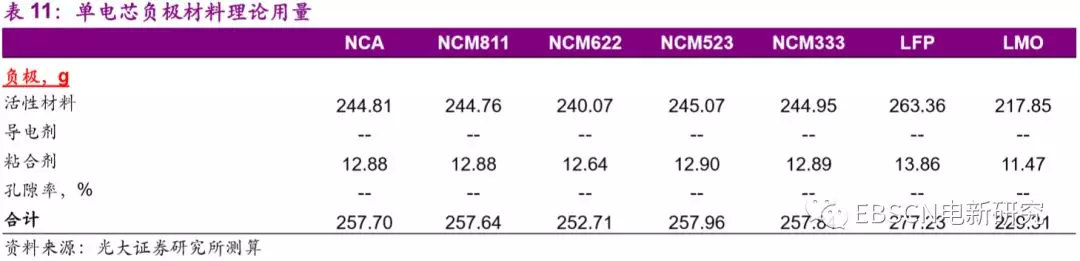
负极材料采用石墨体系,主要由活性材料和粘合剂组成,其中活性材料的质量=电芯容量/负极活性材料克容量*N/P比*(1+负极过量面积比例)。性材料/导电剂/粘合剂质量配比为95/0/5,可计算出单电芯中负极材料的总质量,进而计算出粘合剂的质量。
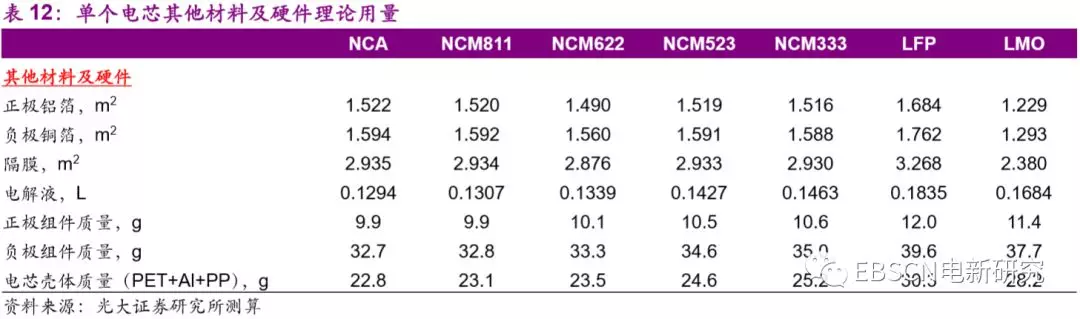
(1)单电芯正极铝箔的面积=正极极片的宽度*(正极极片的长度+未涂覆的集流体长度)*Bicell层数。
(2)假设负极铜箔比正极铝箔的长和宽大2mm,负极铜箔的面积=(正极极片宽度+2mm)*(正极极片长度+未涂覆的集流体长度+2mm)*(BiCell层数+1)。
(3)假设隔膜的宽度比正极极片大4mm,长度比正极极片大6mm,则单电芯隔膜的面积=(正极极片宽度+4mm)*(正极极片长度+6mm)*2*BiCell层数。
(4)电解液填充在正负极、隔膜及其他孔隙中,单电芯电解液体积=(正极材料质量/正极材料密度*孔隙率+负极材料质量/负极材料密度*孔隙率+隔膜面积*厚度*孔隙率+电芯厚度*正极极片宽度*正极极片长度*2%)。
(5)正极组件质量=正极铝箔密度*端子材料长度*端子材料厚度*端子材料宽度;负极组件质量=负极铜箔密度*端子材料长度*端子材料厚度*端子材料宽度;电芯壳体质量=电芯表面积*壳体厚度*壳体密度。
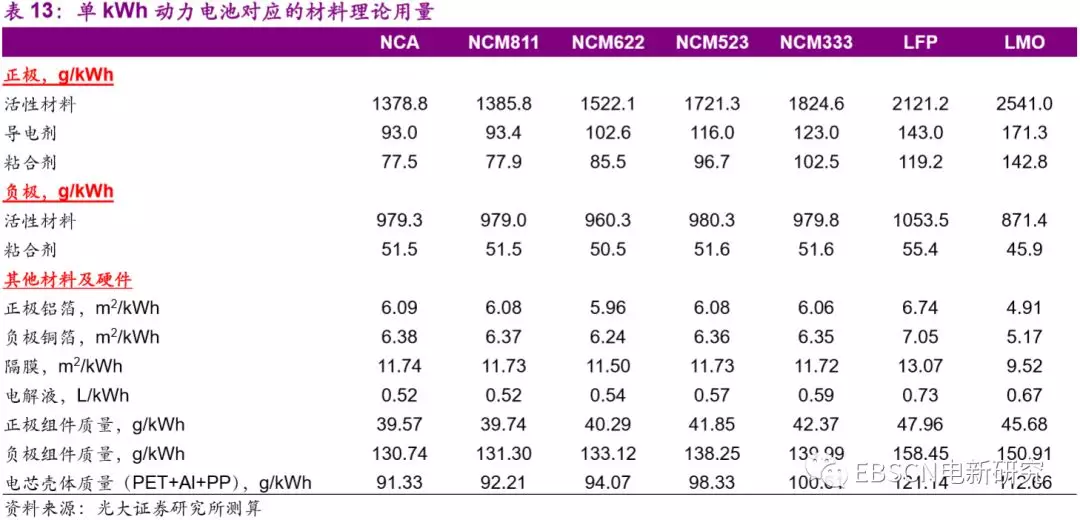
为了更加直观地观察电池材料的数量关系,可计算出单kWh动力电池对应的材料用量(前面假设动力电池单电芯电量250Wh)。
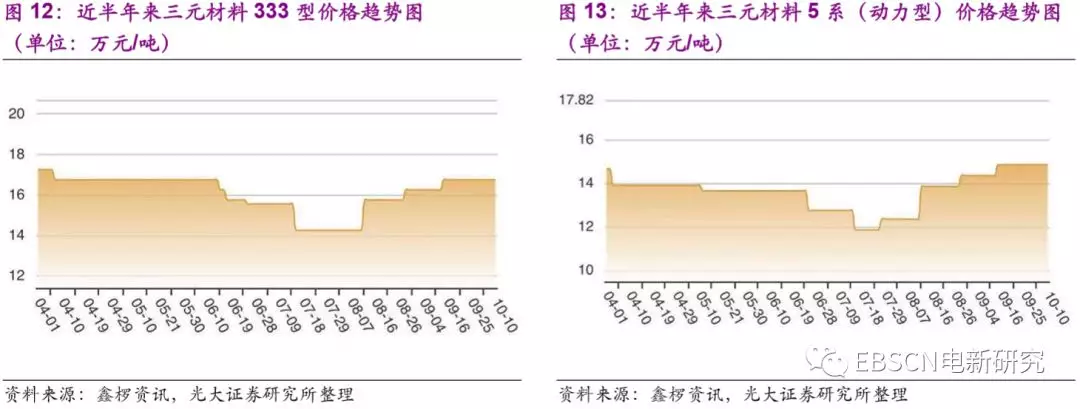
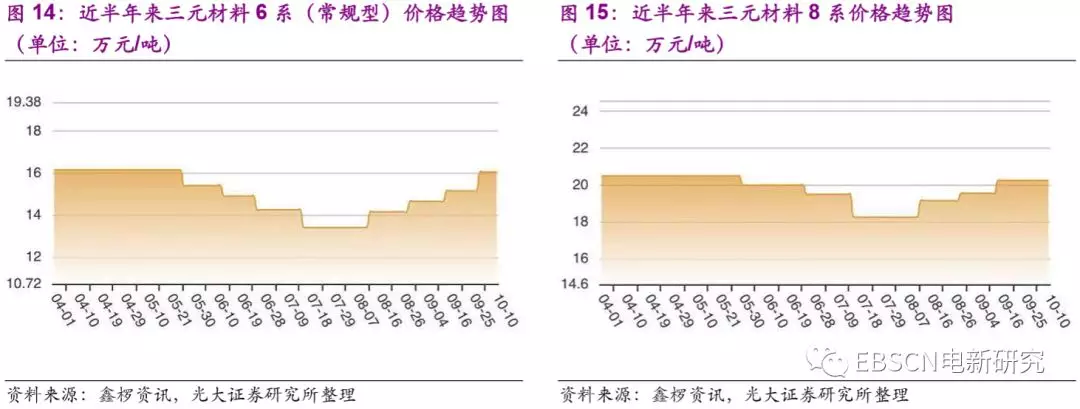
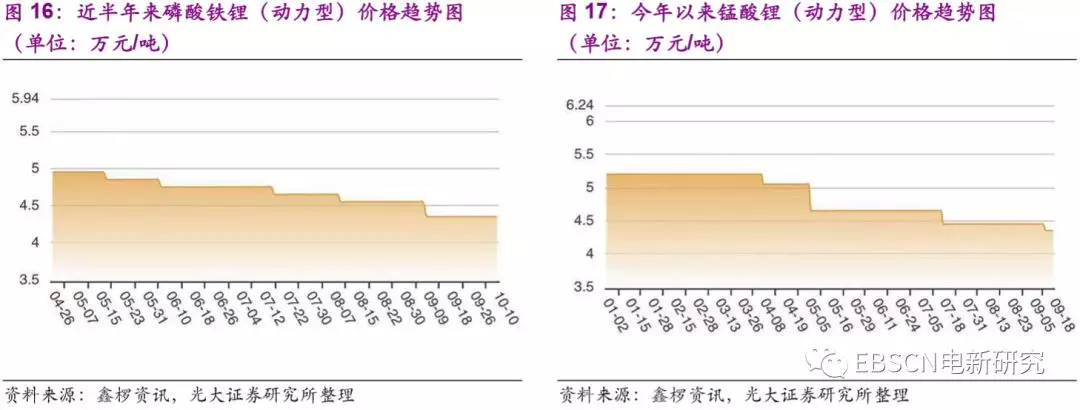
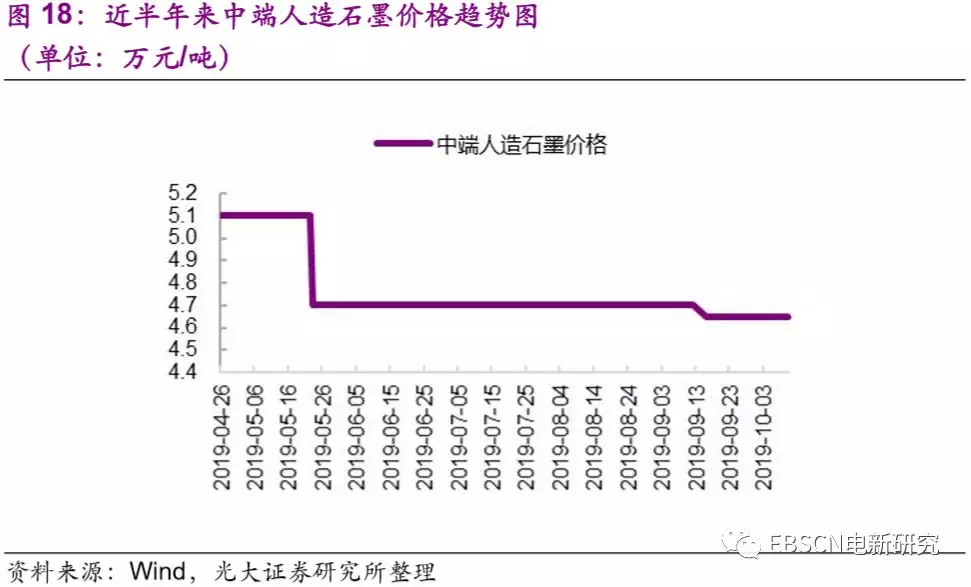
3.2、物料价格:价格由市场决定
根据鑫椤资讯的报价数据:(1)近半年来NCM333的均价约162.5元/kg;(2)近半年来NCM523的均价约143.5元/kg;(3)近半年来NCM622的均价约146.5元/kg;(4)近半年来NCM811的均价约195元/kg,NCA的报价也取用195元/kg;(5)近半年来LFP的均价约45.5元/kg;(6)今年以来LMO的均价约45.5元/kg。添加剂的价格相对稳定,我们假设导电炭黑价格为40元/kg;粘合剂PVDF价格为115元/kg;粘合剂溶剂NMP价格为20元/kg。
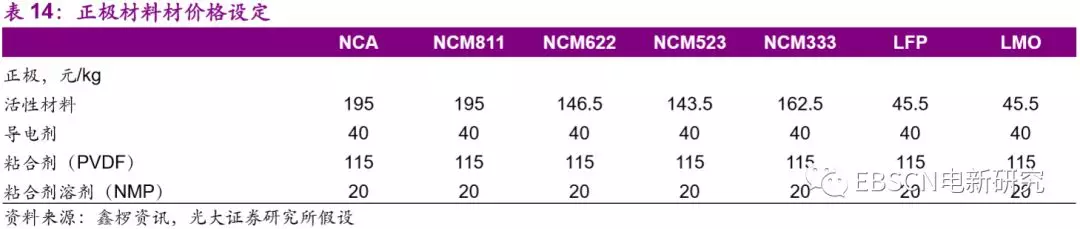
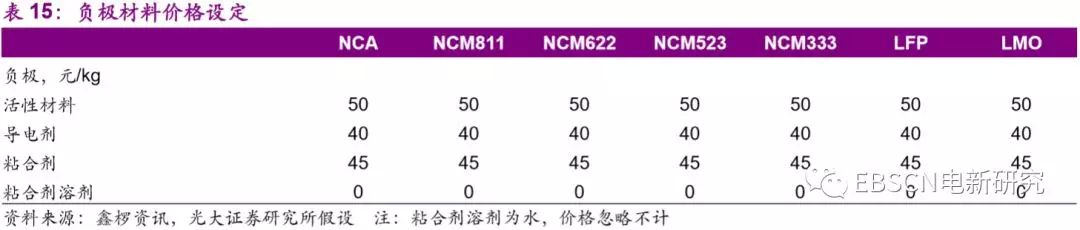
假设负极活性材料价格为50元/kg,负极粘合剂价格为45元/kg。
假设12μm正极铝箔的价格为1元/m2;8μm负极铜箔的价格为6.41元/m2;隔膜价格为3元/m2;电解液价格为55.8元/L。

并联电池组对应一个SOC控制器,串联电池组需要对每个电芯的电压进行控制,因此SOC控制器的成本=串联电芯的数量*(16+0.07*容量),其中16是固定金额,0.07是一个与容量相关的系数。端子、外壳、导热片等的价格公司也类似,单价由一个固定金额+系数*单位质量组成。电池Pack端子的单价由由一个固定金额+系数*总电流组成。

3.3、物料成本汇总:由物料用量和价格计算得出
下面列出了制造单个A品电芯消耗的材料。在3.1中已经计算出材料的理论用量,理论用量/电芯良品率/材料利用率可以计算得出A品电芯消耗的材料用量,进而可以计算出每年消耗的材料和硬件合计数量。
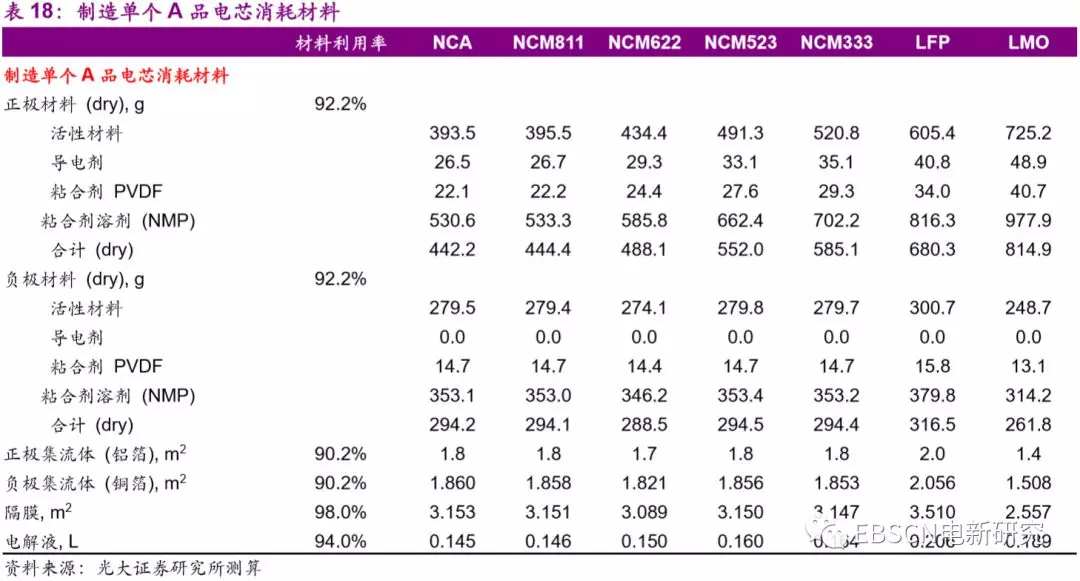
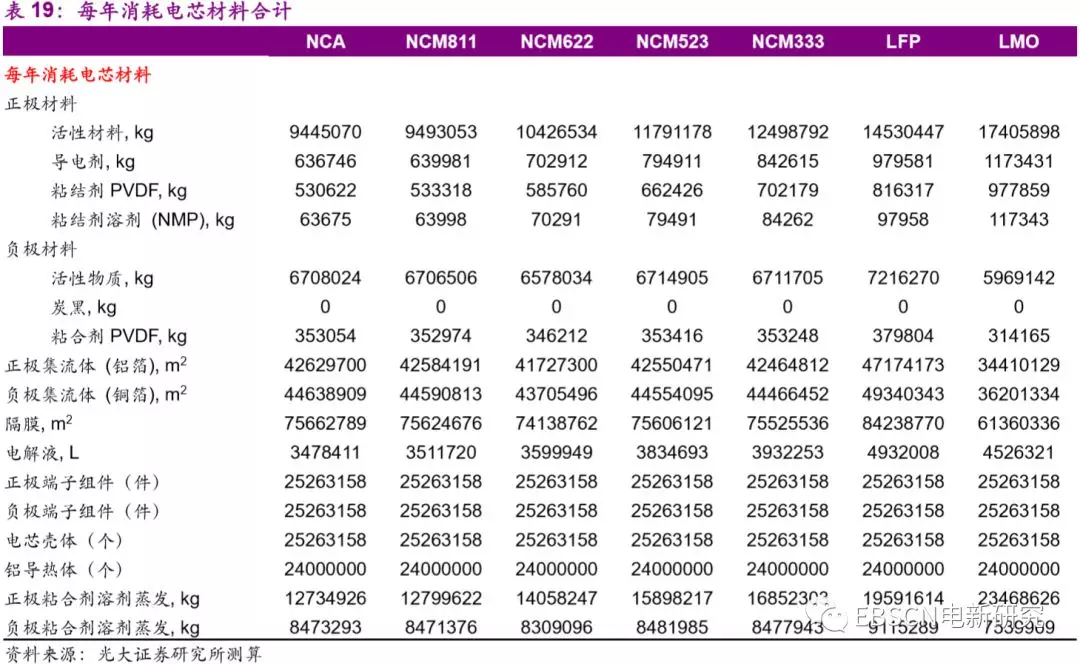
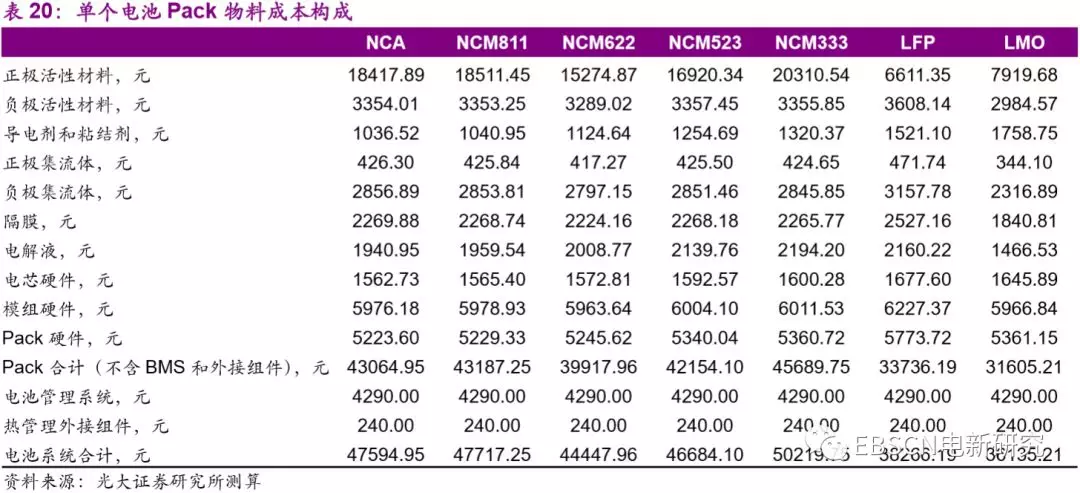
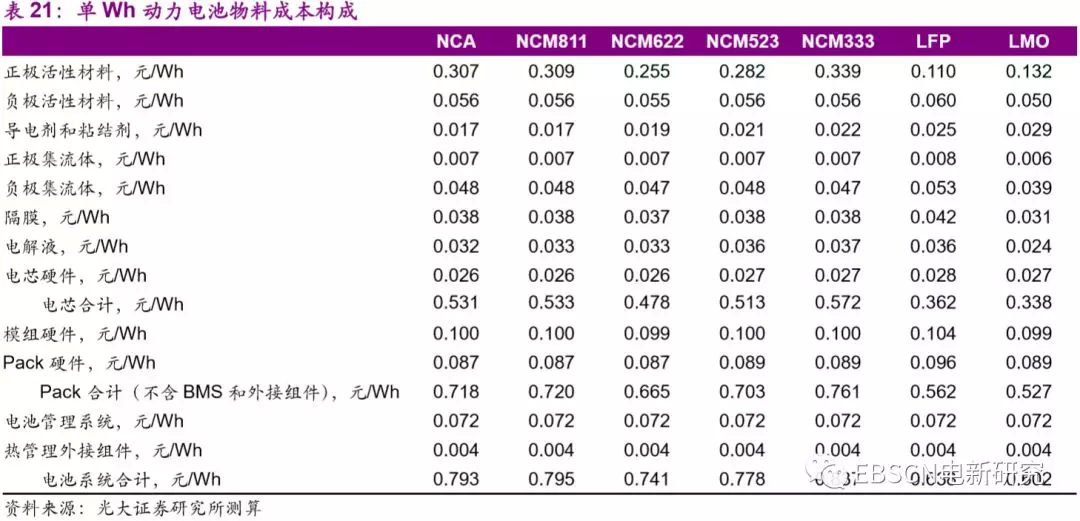
表14-17列出了动力电池材料和硬件的价格,结合物料用量,可以计算出单个Pack的成本构成。单个Pack电量为60kWh,则可以计算出单Wh对应的物料成本构成。如表21所示,磷酸铁锂/NCM523电芯的成本为0.362/0.513元/Wh,电池Pack的成本为0.562/0.703元/Wh(不含BMS和热管理外接组件),NCA/NCM811电池的成本高于其他三元电池,主要是因为目前NCA、NCM811正极材料的价格较高导致的。
4、生产成本
4.1、工厂设计:产能6Gwh,良品率较高
为了对生产成本进行研究,我们假设工厂的Pack年产能为10万个,每个Pack的电量为60kWh,则工厂年产能为6Gwh;单个Pack电芯数量为240个,则每年生产的A品电芯数量为2400万个,A品和不良品合计约2526万个。

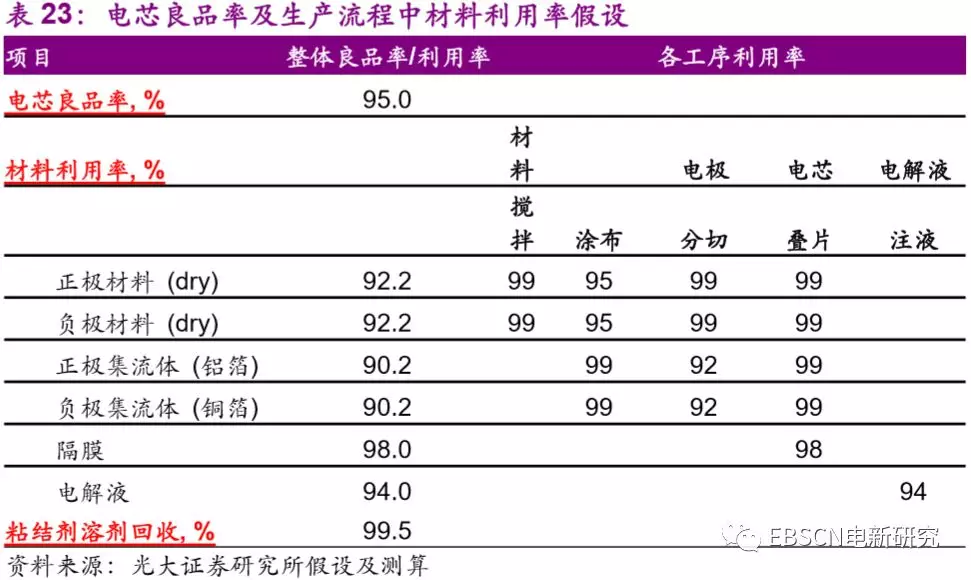
下表列出了电芯良品率及材料利用率假设。其中:(1)电芯良品率为95%,行业一般为90%-95%之间;(2)正极材料、负极材料的整体利用率为92.2%,搅拌、涂布、分切及叠片过程中均有损耗;(3)铝箔、铜箔的整体利用率为90.2%,涂布、分切和叠片过程中有损耗;(4)隔膜整体利用率为98%,叠片过程中有损耗;(5)电解液整体利用率为94%,注液过程有损耗;(6)粘结剂溶剂回收率为99.5%。
4.2、生产工序:极片制备+电芯装配+模组/Pack组装
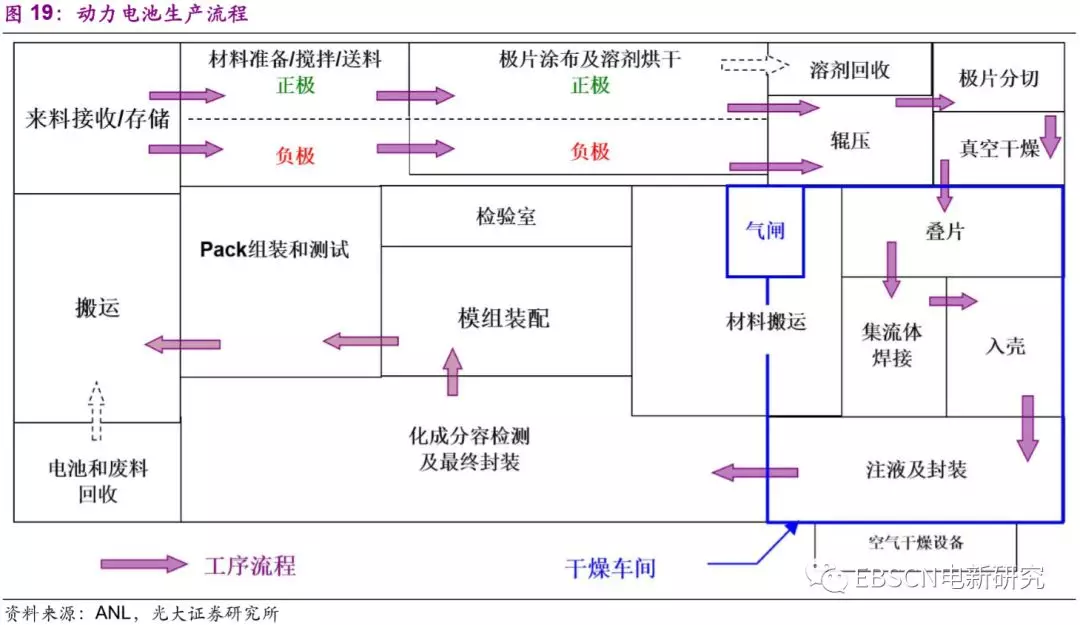
动力电池的生产工序较多,主要包括以下流程:
(1)来料接收及储存:该流程需要运输设备、干燥设备及储存场地等,也需要配备人员进行设备操作及储存管理。
(2)材料准备/搅拌/送料:该流程需要将活性材料、导电剂、粘合剂及溶剂进行混合搅拌,主要的设备是搅拌机。
(3)极片涂布及溶剂烘干:该流程是将搅拌好的浆料涂布在集流体的两侧,并烘烤排出溶剂,主要的设备是涂布机和烘干设备。
(4)辊压:通过该工序可以将正负极材料压至合适的孔隙率,设备是辊压机。
(5)极片分切:将极片切至设计好的尺寸,设备是分切机。
(6)真空干燥:后续的流程需要保持干燥,水分过高可能会影响电池寿命。
(7)叠片:将切好的极片堆叠起来,设备是叠片机。
(8)集流体焊接:将集流体焊接到端子上,设备是焊接机。
(9)入壳:将处理好的极片放入电池壳中。
(10)注液及封装:注入电解液并密封。
(11)化成分容检测:对电池进行充放电并测试电芯性能。
(12)模组装配:将合格的电池组装成模组。
(13)Pack组装和测试:将模组组装成Pack并进行测试。
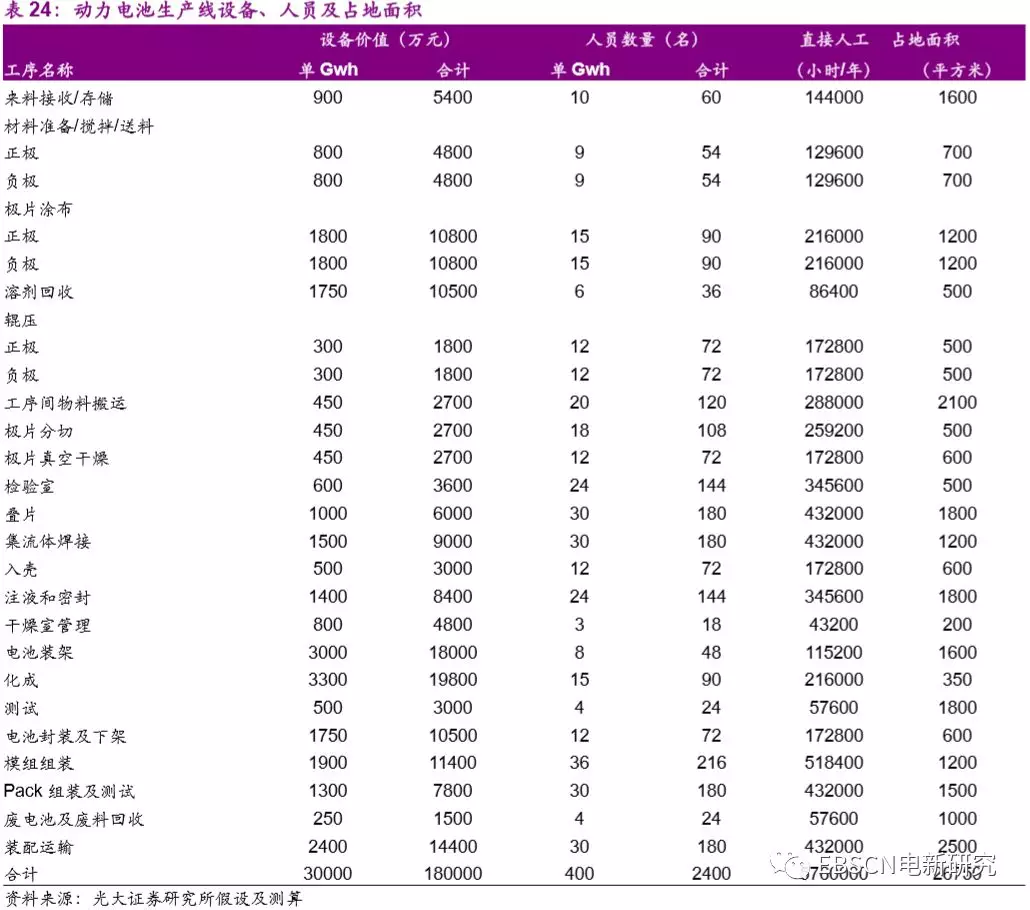
4.3、厂房、设备及人员:单线设备投资额约3亿元
表24列出了电池生产工序对应的设备价值、生产人员数量及占地面积。单条1Gwh的生产线设备价值约3亿元,6Gwh产能对应价值为18亿元;单线配置的生产人员数量约400人,6Gwh产能对应2400人,假设每年有效生产天数为300天,每天轮班3次(8小时工作制),则直接人工为5,760,000小时/年;6Gwh产线占地面积合计26,750平方米。
4.4、生产成本汇总:直接人工+制造费用
我们假设:(1)工厂土建支出1.5万元/平方米;(2)直接人工成本为25元/小时;(3)间接费用由40%直接人工+20%折旧组成;(4)土建折旧年限为20年,年折旧率5%,设备折旧年限为6年,年折旧率16.7%。

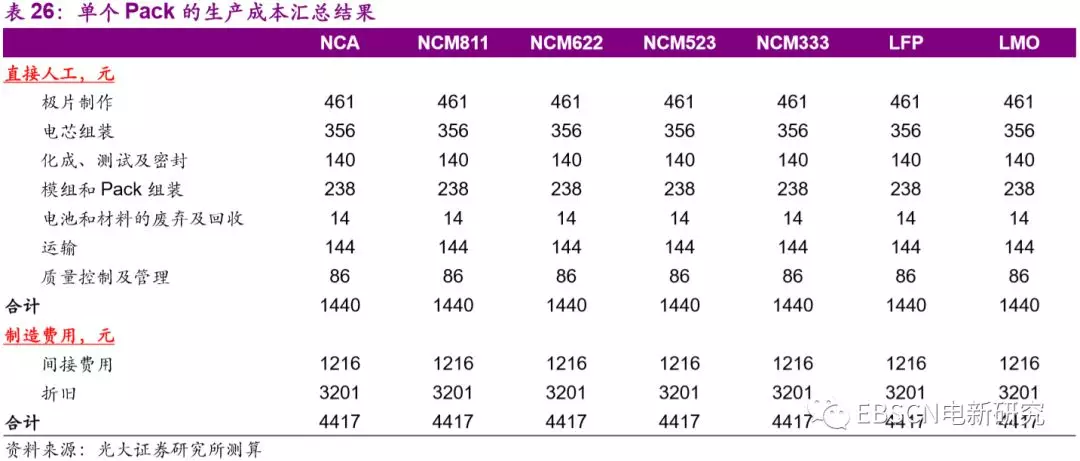
由表24和表25,可计算出动力电池的生产成本。下表列出了单个Pack的生产成本,直接人工合计1440元/Pack,制造费用合计4417元/Pack。
5、成本汇总、验证及降本路径
5.1、成本汇总:物料成本+生产成本
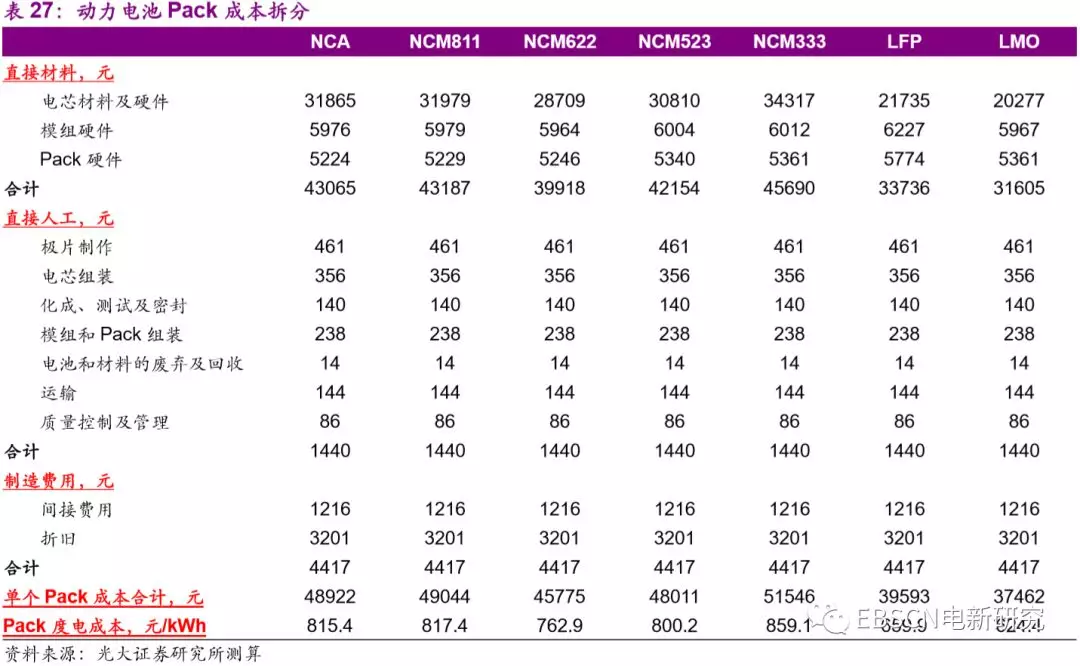
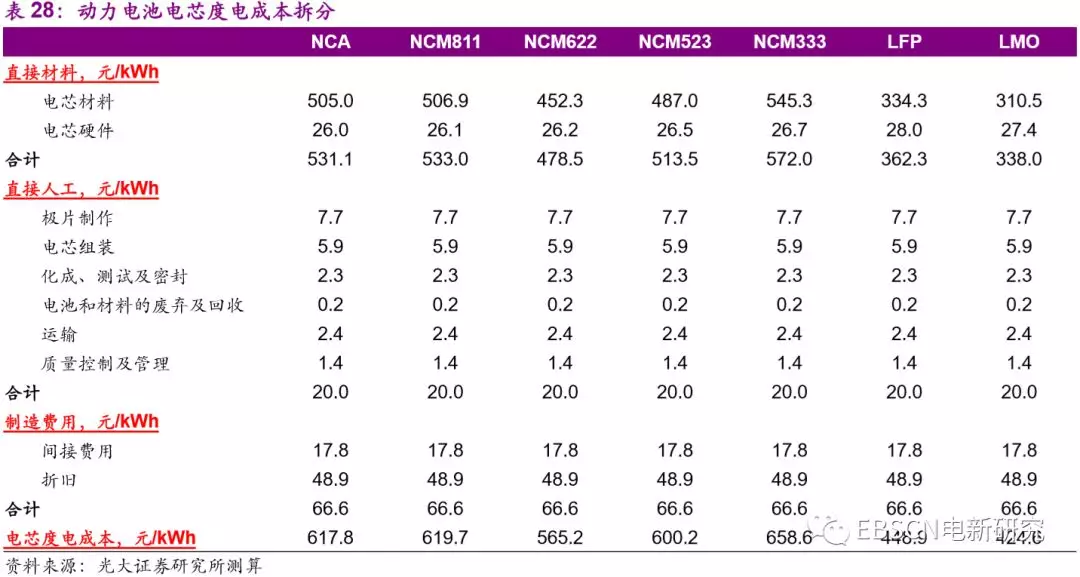
将物料成本和生产成本汇总到一起,得到动力电池Pack的成本拆分表(表28),单个Pack的电量为60kWh,可计算出度电成本(表29)。根据计算结果,LFP动力电池电芯、Pack度电成本分别为449元/kWh、660元/kWh,而NCM523动力电池电芯、Pack度电成本分别为600元/kWh、859元/kWh。
5.2、结果验证:总成本和拆分结果基本符合现实
我们从两个方面来验证模型的结果:
1、 动力电池总成本:根据宁德时代的公告,宁德时代动力电池业务包括LFP和NCM电池,既有模组也有Pack,2018年其动力电池的综合成本为0.76元/Wh;根据模型的假设,材料价格是2019年的均价,略低于2018年的价格,LFP/NCM622/NCM523Pack的成本分别为0.66/0.76/0.80元/Wh,上限与0.76元/Wh接近。
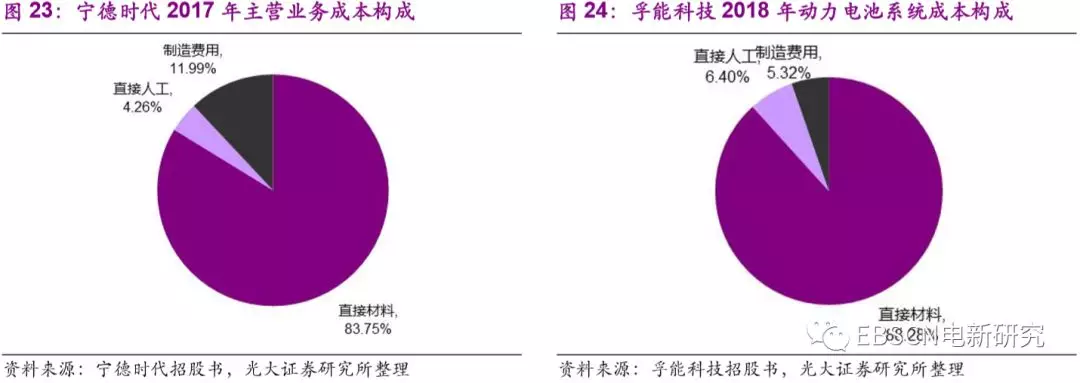
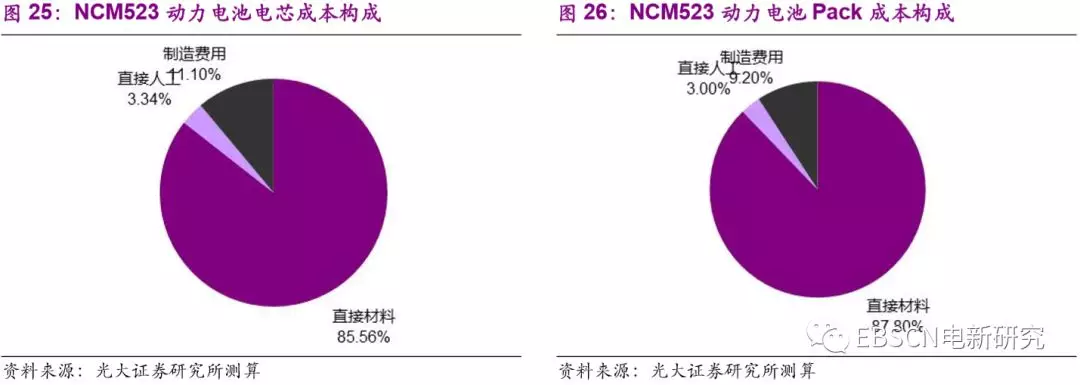
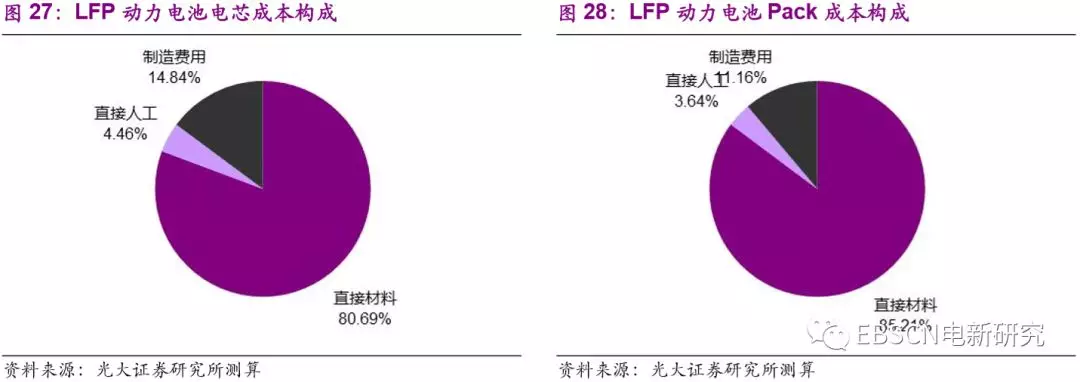
2、动力电池成本拆分:宁德时代2017年主营业务成本中,直接材料/直接人工/制造费用占比分别为83.75%/4.26%/11.99%;孚能科技2018年动力电池系统中,直接材料/直接人工/制造费用占比分别为88.28%/6.40%/5.32%。根据模型的计算结果,动力电池Pack成本中,直接材料占比约84%-89%,直接人工占比约2.8%-3.8%,制造费用占比约8.6%-11.8%。总体来看,也基本符合现实。

5.3、降本路径:技术+工艺改进等
根据建立的成本模型,动力电池成本的下降主要依赖:(1)更具性价比的材料体系(高镍三元、磷酸铁锂等);(2)更低的物料价格;(3)更精简的电池设计(如宁德时代Cell to Pack技术);(4)工艺改进(提升材料利用率、良品率);(5)设备改进(提升自动化水平、减少设备投入、降低故障率等)。
材料体系不同,对应的动力电池成本也不一样。根据模型的测算,LFP和LMO电池成本显著低于三元电池,如图30所示,LFP/LMO电池Pack的成本比NCM523低18%/22%,电芯成本低了25%/29%;三元电池中,理论上高镍电池的度电成本更低,我们测算出NCM333/NCM523/NCM622的度电成本依次降低,但NCA和NCM811电池的成本仍然较高,主要是因为目前高镍三元材料应用不多,材料价格仍然较高所致。
材料价格是影响动力电池成本的重要因素。如果将NCA、NCM811正极活性材料的价格由195元/kg调整至150元/kg(下降23%),那么NCM811电芯的成本将由620元/kWh下降至548元/kWh(下降12%),Pack的成本将由817元/kWh下降至746元/kWh(下降9%);NCA电芯、Pack的成本也会相应下降。
精简电池设计也会使得电池成本下降。我们参考CATL提出的CTP技术(Cell To Pack),假设模组硬件物料成本降低80%,减掉相应的模组组装设备和人员,那么与Pack成本原值相比,结构精简后的Pack成本下降约10%-15%。

工艺改进也是动力电池降本的方式之一。在模型中,我们假设电芯良品率为95%,如果良品率提升至98%,那么成本下降约1.5%-2%。

设备改进包括自动化提升及设备投资减少等。在模型中,我们假设单Gwh设备投资额为3亿元,如果降低10%至2.7亿元,则动力电池Pack成本降低不到1%。
6、投资建议
目前新能源汽车的销量渗透率不足5%,用户体验(充电、续航、智能网联)还有待改善,更重要的是,电动汽车与燃油汽车之间还存在较大的成本差。我们相信,随着动力电池成本的下降,新能源汽车有望迎来高速增长的拐点。
根据我们建立的成本模型,动力电池成本的下降主要依赖:(1)更具性价比的材料体系(高镍三元、磷酸铁锂等);(2)更精简的电池设计(如宁德时代Cell to Pack技术);(3)更低的物料价格;(4)工艺改进(提升材料利用率、良品率);(5)设备改进(提升自动化水平、减少设备投入、降低故障率等)。
建议关注:(1)宁德时代、比亚迪、国轩高科等优质电池企业;(2)当升科技、容百科技、璞泰来、贝特瑞、恩捷股份等材料龙头企业;(3)先导智能、赢合科技等设备企业。
7、风险分析
(1)政策变化影响行业发展的风险:新能源汽车行业的发展仍属于早期阶段,政策会对行业产生较大影响,若监管部门发布相关政策,可能会冲击行业发展。
(2)技术路线变更的风险:技术进步是新能源汽车行业发展的驱动力之一,新产品的产业化可能会对上一代产品产生冲击,进而替代原有的技术路线。
(3)市场竞争加剧的风险:新能源汽车行业拥有很大发展空间,有大量企业参与竞争,行业产能可能在短期内超过需求,从而出现产能过剩的风险。
(4)原材料价格大幅波动的风险:钴、锂是动力电池的重要原材料,如果价格大幅波动,会影响电池材料的价格,进而导致动力电池成本发生预期之外的变动。



 扫码下载智通APP
扫码下载智通APP